
Text: Overview of 3D printing technology - FDM
3D printing using FDM technology is becoming increasingly popular every year. Initially, this method attracted public attention due to its democratic cost, which unfortunately affected the quality of the finished products. However, with technological progress, the items created by FDM printers have become increasingly strong and durable (although there is still room for improvement).
This overview will cover the key technical features of FDM printing, the specifics of the printers and filaments used in the process, as well as the prospects and main areas of application of this technology.
- What is FDM printing?
- The FDM printing process
- The process of preparing a model for FDM printing
- Characteristics of FDM printers
- Printing examples
- Basic consumables for FDM
- Post-processing
- Advantages and disadvantages of FDM printing
- Differences between FDM and FFF
What is FDM technology?
The abbreviation FDM stands for Fusion Deposition Modeling, and it translates to "layered melting modeling" in Russian. This technology is a type of additive printing and involves the layered deposition of pre-melted material. Thermoplastic polymers are used for printing, and they are available in a wide variety of textures and colors.
ATTENTION: Most 3D printers currently operate using FDM technology. This is usually the technology with which beginners start their introduction to 3D printing.
FDM printing process
The filament comes out of the extruder similar to how cream is squeezed from a culinary syringe. The filament is a plastic thread wound on a spool. It passes onto the working surface through the extruder and nozzle, and the material feed is controlled by a microprocessor. In the extruder, the filament is heated, becomes pliable, and "glued" to the created model. Attached fans help solidify the filament quickly.
After completing one layer, the printer platform drops. This process is repeated until the model is fully printed.
Model preparation process
Models for printing are created and edited in a slicer. The software analyzes all sections of the product, selects the optimal slicing algorithm, and generates commands for the printer. Filament is loaded into the printer, supports are positioned on the platform (if they are to be used). Before starting the print, it is important to ensure that the printing surface and nozzle of the printer are in an ideally clean condition - even the slightest layer of dust can cause distortions and defects.
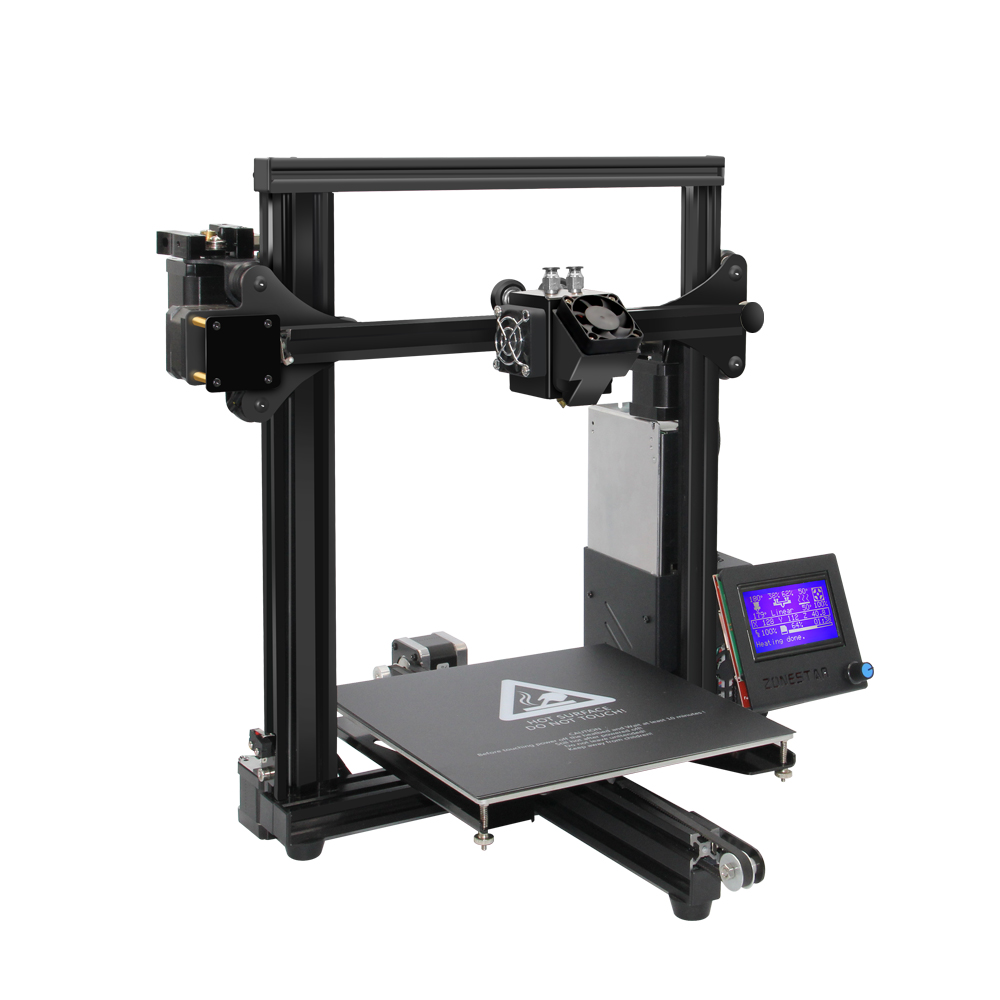
Characteristics of FDM printers
The dimensions of desktop models are usually around 200 × 200 × 200 mm, while industrial dimensions can reach 1000 × 1000 × 1000 mm. Nozzle and working surface temperature, print speed, layer height, and fan rotation speed are adjustable parameters. It is quite realistic to purchase a desktop model for less than $500.
Minimum/maximum layer thickness
The thickness of the printing layer varies from 50 to 400 microns. The most common option is 200 microns. The greater the layer height, the faster and cheaper the production.
Printing head movement schemes
The extruder of an FDM printer can move horizontally as well as vertically. The extruder movement scheme is calculated based on the platform lowering after each printing layer is completed.
ATTENTION: The extruder movement speed is set in the slicer even before printing starts. However, some printer models allow you to change it during the printing process using a touch screen display.
Application of FDM printers
Such printers are most often used to create:
- souvenir products;
- models, samples, prototypes;
- functional components;
- spare parts;
- medical products;
- design objects.
These devices are often purchased for small-scale production and educational institutions to demonstrate the possibilities of 3D printing to students.
Direct FDM printing process
The printing process can be compared to the work of a CNC machine, except that the printer is equipped with an extruder instead of a tool. During printing, the printer vibrates slightly, and a characteristic unpleasant odor emanates from the melted filament.
Part deformation
Deformation is one of the most common defects in FDM printing. After leaving the extruder, the filament hardens, and the dimensions of the object decrease. However, different sections of the object dry at different rates, which causes deformations. Large flat areas and thin protruding elements are most susceptible to deformation. To avoid deformations, it is advisable to round the corners as much as possible and print on PLA or PET-G filaments. ABS filaments are the most susceptible to deformation.
Supports
Supports need to be placed under protruding elements of the print, as it is impossible to deposit filament in mid-air. The placement scheme of the supports is set in the slicer during model editing. Supports should not be made from the same material as the print, as they will be impossible to separate later.
ATTENTION: The quality of the support elements will be lower than that of the rest of the part.
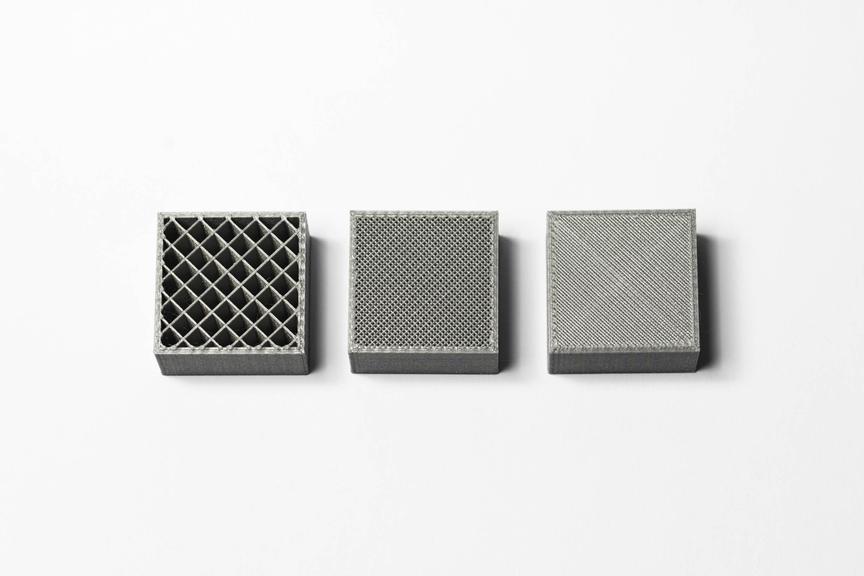
Filling and shell thickness
To save material and reduce the printing time, FDM objects are rarely made fully solid. Usually, the external perimeter is built up over several passes, after which the internal part is filled with low-density material. The standard filling density is 25%, and the standard shell thickness is 1 mm.
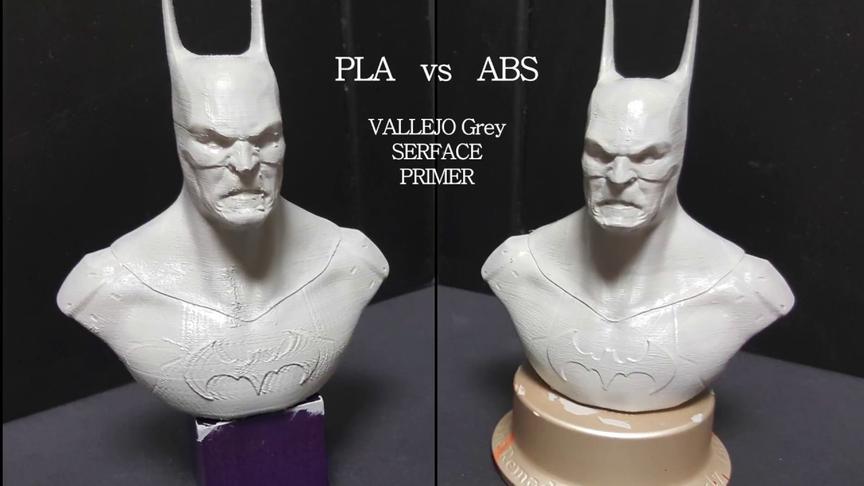
Printing examples
On FDM printers, various types of objects can be printed, as shown in the images.
Basic consumables
ABS
ABS, or Acrylonitrile Butadiene Styrene, is lightweight, wear-resistant, and chemical-resistant. Items made from ABS have low melting temperatures and are not suitable for use in high-temperature conditions. ABS filaments are used to make toys, sporting equipment, automotive parts, and medical prosthetics.
PLA
PLA, or Polylactic Acid, is made from corn starch and is fully biodegradable. It is used to make packaging, including for food products, as well as decorative objects due to its wide variety of colors and shades. PLA is brittle and sensitive to heat, so parts are not made from it.
Nylon
This material is made from polyamide powder and provides the highest quality of layered application along the vertical axis among all FDM filaments. Items made from it are highly durable and resistant to chemicals, making it suitable for creating friction inserts, fasteners, antenna housings, and impact-resistant components.
PET-G
PET stands for polyethylene terephthalate, and the letter G signifies glycol modification, resulting in more durable prints. This filament is characterized by high strength and excellent layer adhesion. It is most commonly used to produce large objects and food packaging.
ATTENTION: PET-G printing almost does not produce the characteristic unpleasant odor.
TPU
TPU, or Thermoplastic Polyurethane, is resistant to mechanical damage and extremely elastic. It is ideal for producing flexible sleeves, tubes, shock absorbers, seals, and protective covers. Products made from TPU are durable and strong, making them ideal for the aviation, automotive, and medical industries.
ATTENTION: While 3D printing with TPU, the typical unpleasant odor is almost not noticeable.
PEEK
PEEK, or Polyether Ether Ketone, is primarily used for creating prototypes that are expensive or difficult to create with traditional methods. It is highly sought after in the automotive, aerospace, and oil and gas industries, as well as in medicine. PEEK products can withstand extreme temperatures, high pressures, and aggressive gases and liquids. They are easily sterilized and barely absorb moisture.
Post-processing
The post-processing of printed items begins with their removal from the print surface. For quick removal, pliers and dental tools may be sufficient. If support structures were correctly placed during printing, the quality of the item will be impeccable, but there may be spots and unevenness on the print surface.
As an alternative, the item can be placed in a container filled with a liquid solvent and kept there until it separates from the base. For chemical solvents (e.g., limonene or a mixture of limonene and isopropyl alcohol), glass containers are preferred. If water is used as a solvent, the container can be made from any non-porous material.
Solvent should be used to separate prints with complex geometry.
ATTENTION: If the solvent is not used properly, the print may fade or distort. The solvent does not remove grooves, layer lines, or spots from the item's surface. Accidental contact with the solvent during printing may lead to spots or holes on the surface.
After removing the print from the surface, the print should be sanded. For this, sandpaper, lint-free wipes, soap, and a toothbrush are needed. The coarser the layer height and the more perfect the quality of the item, the higher the grit of the sandpaper should be. Circular motions should be used when sanding the surface. During breaks between sanding passes, the print should be soaked in warm water, wiped with a toothbrush, and soaked with a lint-free wipe to remove all dust.
ATTENTION: When sanding, protect your respiratory system with a disposable mask.
After sanding, the print can be coated with a protective compound, painted, or subjected to metallization.
Advantages and disadvantages
Among the objective advantages of FDM printing, the following should be mentioned:
- Reasonable cost. In 2020, it is quite realistic to purchase a printer for less than $500 that can produce a high-quality finished product within 2 hours.
- Filaments are also sold at reasonable prices, and the assortment is extremely diverse. Filaments differ in color, flexibility, strength, resistance to mechanical stress and UV rays, ecological friendliness, water solubility, and many other parameters. It is easy to find the optimal variety for printing a specific item.
- In terms of parts, components, or information, FDM community members are always willing to help newcomers.
- Cleanliness and safety. The FDM printing process is not toxic. While tiny particles of melted plastic enter the air, the concentration is not dangerous to humans. The most active particles can be found when working with ABS filament, and less active ones with PLA. The risk of injury during FDM printing is minimal. The only way to cause harm during the process is by getting a burn.
However, this technology also has its drawbacks:
- Printing accuracy is far from perfect. FDM technology allows a margin of error of 0.1 mm, which is not always acceptable for dentistry or the aerospace industry. This error is caused by minor deviations of motors, belts, or the print surface, which cannot be corrected at the present time.
- The printing speed is extremely slow compared to the traditional casting process. During casting, equipment sprays liquid material into a mold, and it solidifies. The printer method meticulously builds layer by layer, controlling every point 0.4 mm thick. It takes about 20 minutes to produce one key fob with a printer. With casting, several dozen key fobs could be produced in the same amount of time.
- High energy consumption. This drawback directly results from the low printing speed. While the printer carefully works layer by layer, it requires power from an outlet.
- If the printer experiences a malfunction, a non-specialist is unlikely to determine the cause and solve it. To understand what went wrong, one must have a thorough understanding of how an FDM printer works.
- Products made using FDM technology are very fragile. The most vulnerable areas are the lines between the layers. Imagine combining a brittle wooden product with a fragile plastic one - this is the approximate level of strength of FDM products. More durable and long-lasting products can be created using traditional production methods.
- Products printed on FDM printers are almost non-recyclable today. Theoretically, they can be recycled, but the current recycling system relies on sorting materials. An FDM printer can produce items that require different types of sorting. Additionally, reusing FDM print plastics can only be done a limited number of times, depending on the specific characteristics of each filament. The recycling process is currently too complex and costly for FDM technology.
ATTENTION: Products printed on FDM printers will be hygienic only if they are treated with a special coating (preferably antibacterial) after printing. Otherwise, bacteria and household dirt can accumulate in the smallest cracks on the surface. They will be impossible to remove, even if the item is soaked in soapy water.
Differences between FDM and FFF
Today, the abbreviations FDM and FFF are synonymous and denote practically the same thing. However, originally there was a difference between them, regulated at the level of registered trademarks. It is important to note that Fused Deposition Modelling translates to "layered melting modeling" in Russian, while Fused Filament Fabrication means "modeling by guiding the vein." In 1989, Stratasys, Ltd. developed the FDM technology, which involved heating the space inside an insulated chamber to +90 °C. Filament from a heated extruder was then deposited on a heated bed through a hot medium.
In 2005, the RepRap project improved this technology, creating FFF. This was due to the expiry of the FDM patent. RepRap initially targeted consumers with limited budgets who would be working without developed industrial infrastructure. To minimize costs, RepRap removed the heated chamber.
Since the prices of FFF printers were minimal, this technology quickly gained popularity. Other manufacturers began producing devices with heated chambers to improve the operational characteristics of the products. When the FDM patent expired, both concepts became interchangeable.
ATTENTION: Not all FDM printer filaments are suitable for FFF counterparts, and vice versa. This is a detail that should be clarified before purchasing.
FDM technology is currently the most sought-after, widely used, and budget-friendly way of 3D printing. It is particularly popular in the production of parts and components, models, prototypes, simple medical products, and souvenir products. While this technology features excess energy consumption and insufficient printing speed and precision, demand is continuously increasing, meaning these disadvantages will be promptly addressed. The main advantages of FDM include the ability to work with a wide range of filaments, the availability of devices, and ease of use. The FDM system is being developed under an open-source approach, and experienced community members are always eager to help newcomers.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}