
SBS plastic for a 3D printer: material properties, what it is intended for, slicer settings
With the development of 3D printing, the industry offers an increasing variety of materials for creating spatial models. New filaments are emerging, showing good results when working with the printer. The line of plastics for FDM printing has been supplemented by SBS, providing worthy competition to polymers such as PLA, ABS, and PETG.
- What is SBS plastic for 3D printers?
- Difference from other types of plastic
- Setting up Cura slicer for printing SBS Glass Fd Plast plastic
- Advantages and disadvantages of the material
What is SBS plastic for 3D printers?
Styrene-butadiene-styrene copolymer, SBS, is a thermoplastic filament for printing three-dimensional objects on a 3D printer. The material is characterized by elasticity, resilience, the ability to withstand temperature fluctuations, lack of toxicity, resistance to aggressive chemicals. One of its important characteristics is high transparency (90%).
Purpose
Thanks to its characteristics, SBS plastic is recommended for creating:
- medical products;
- toys;
- interior items;
- dishes and bottles;
- spare parts for various devices.
The spatial elements obtained by printing are durable and attractive.
Important! If a transparent SBS plastic product is processed appropriately, it will not be visually different from glass. At the same time, its performance characteristics will be higher, and the price will be significantly lower.
What printers work with this plastic?
According to the specifications provided by filament manufacturers, printing with SBS plastic requires setting the extruder temperature in the range of 225–240 °C, and the working table temperature at 85–100 °C. Any printer capable of maintaining these settings is suitable for working with the filament. It is preferable for the printer to have adjustment for the pressure roller of the pusher gear.
The specified requirements are met by many printing devices.
Household:
- Anycubic—Mega Zero 2.0, Mega S, Chiron;
- Creality—Ender 3, Ender 5 Plus, CR-10S Pro V2;
- Wanhao D9/500 and some others.
- Number of extruders1
- Maximum working temperature8ºC - 40ºC
- PrintingFDM/FFF
- Heated platformYes
- Extruder temperaturemax. 255 °C
- Layer thickness0.05-0.3 mm
- Working chamber area220 x 220 x 250 mm
- Speed20-100 mm/sec (recommended 60 mm/sec)
- Layer thickness from100 µm
- Fillet diameter1.75 mm
- Nozzle diameter, mm0.4
- Body materialaluminum, steel
- Table calibrationat 4 points
- Number of extruders1
- PrintingFDM
- Bed temperatureup to 100 °C
- Extruder temperature190 - 300 °C
- Accuracy on axes X, Y, mmZ: 2 µm, XY: 10 µm
- ExtruderMK10 (fully metallic)
- Working chamber area500 x 500 x 500 mm
- Speed70 mm/sec
- Layer thickness from100 µm
- Fillet diameter1.75 mm
- Nozzle diameter, mm0.4 (0.2 and 0.3 mm replacement possible)
Important. Each type of filament requires special pre-setting of the printing device. Plastic manufacturers specify approximate printing parameters in the accompanying documentation. Quality is achieved by printing several test models. Different printers will give different results with identical slicing parameters.
Difference from other types of plastic
SBS differs from other filaments:
- lower elastic modulus—this allows for printing more flexible parts;
- increased (2.5 times) elongation at break;
- highest transparency;
- good adhesion to the printer's work table;
- quality layer bonding with the right printing settings.
One of the main advantages is the absence of toxic fumes, such as with PLA, and the strength, as with PETG.
Main properties
- Accuracy.
With the correct slicer settings, precise models can be obtained from SBS plastic. It is necessary to take into account the slight shrinkage of the cooled spatial element and to make a correction when creating a digital model, either by reducing the size of the finished copy, or scaling the object in the slicer: approximate compensation +0.2–1.1%. - Odor.
During printing with SBS plastic, no pungent substances are emitted. A person with a sensitive sense of smell may notice a barely perceptible smell if the extruder is loaded with colored polymer: this is due to the evaporation of substances found in dyes. Uncolored plastic does not smell at all. - Storage.
Filament hygroscopicity indicators tend towards zero, meaning it does not absorb moisture. It is recommended to place reels with plastic in bags or containers with a lid to protect them from dust. Airtightness is not necessary, and silicagel is not required.
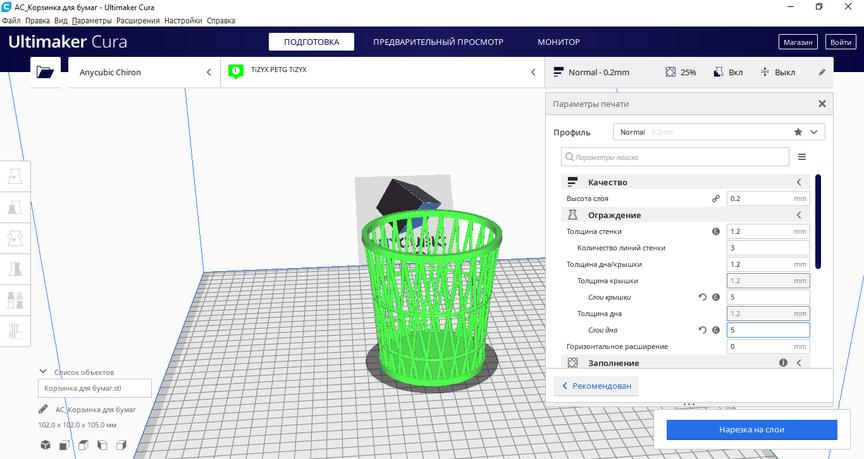
Setting up Cura slicer for printing SBS Glass Fd Plast plastic
The program settings for printing with SBS plastic, provided below, are average and should be adjusted depending on the brand and model of the 3D printer and the digital design of the part.
- Layer height. The first—300 µm, the rest—200 µm; for increased accuracy, the parameter can be reduced to 100 µm. The number of initial and closing layers—5.
- Density of infill. The higher the required strength of the part, the higher the infill percentage—maximum 100%. To reduce the volume of consumed filament and printing time, the density is set in the range from 20 to 30%.
- Skirt (brim). To increase the contact area of the model (especially a small one) with the surface of the work table, it is necessary to set a 5 mm wide brim.
- Contour cover (brim). It is sufficient to make a pass of plastic in a single layer and three repeats to get rid of possible filament skips.
- Supports. They are set if printing overhanging elements is required.
Reference. By default, this parameter is always enabled in the slicer. It can be left on, as supports will not be created if they are not necessary.
- Printing speed. It is recommended to select default settings for PETG plastic, following the principle: when setting the nozzle at 100–300 µm, the maximum printing speed is 40 mm/sec.
- Temperature. Set initial settings: extruder—240 °C, table—80 °C.
- SBS plastic does not need intense cooling, otherwise delamination may occur. However, completely turning off the fan is not recommended, as material flow can cause distortion of the model's geometry. At the minimum wall thickness, cooling should be turned off, and with increasing thickness, the fan speed should be set starting at 30%.
- The depth and speed of retraction should be reduced.
Important. To increase the transparency of the future model, such as a vase or a bottle, it is printed with the highest layer height, the wall is built up in a single perimeter, and the finished object is treated with chemical reagents—limonene or dichloromethane.
Advantages and disadvantages of the material
Thermoplastic SBS has found wide application due to its positive characteristics:
- transparent;
- flexible and malleable;
- has zero hygroscopicity;
- safe—products can come into contact with food.
Users mention only one drawback—minimal shrinkage within 1%.
* * *
SBS exceeds ABS or PLA in its properties, and due to its slightly lower price, it outperforms the increasingly popular PETG. Thanks to its versatility, excellent operational, and visual characteristics of the resulting models, this new filament claims to be a perspective in 3D printing. As a material for FDM printing, owners of a wide range of 3D printers can consider this plastic.


{kind=link}
{kind=link}
{kind=link}